



Ghisa grigia persunalizataprudutti di fusione di muffa di cunchigliacù servizii diLavorazione CNC, trattamentu termale è trattamentu di superficia.
U ferru grisgiu, o ghisa grisa, hè un tipu di ghisa chì hà una microstruttura di grafite. Hè chjamatu dopu à u culore grisgiu di a frattura chì forma. A ghisa grisa hè aduprata per l'abitazioni induve a rigidità di u cumpunente hè più impurtante chè a so forza di tensione, cum'è i blocchi di cilindri di u mutore di combustione interna, l'abitazioni di a pompa, i corpi di valvula, i scatuli elettrici, i contrapesi è i castings decorativi. L'alta conduttività termica di a ghisa grisa è a capacità di testa specifica sò spessu sfruttate per fà utensili di cucina in ghisa è rotori di frenu à discu.
Una cumpusizioni chimica tipica per ottene una microstruttura grafitica hè da 2,5 à 4,0% di carbonu è da 1 à 3% di siliciu in pesu. U grafite pò occupà da 6 à 10% di u voluminu di ferru grisgiu. U silicuu hè impurtante per fà u ferru grisgiu in uppusizione à u ghisa biancu, perchè u silicuu hè un elementu stabilizzante di grafite in ghisa, chì significa chì aiuta à l'alia à pruduce grafite invece di carburi di ferru; à 3% di silicium quasi nimu di carbone hè tenutu in cumminazzioni chimica cù u ferru.
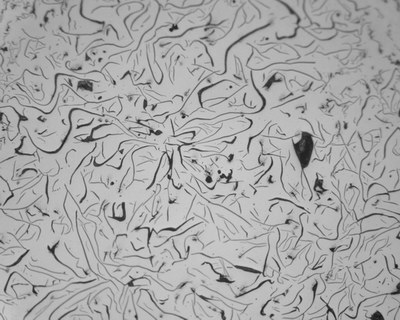
U grafitu piglia a forma di un fioccu tridimensionale. In dui dimensioni, cum'è una superficia pulita apparirà sottu à un microscopiu, i fiocchi di grafite appariscenu cum'è linee fini. I punte di i fiocchi agiscenu cum'è notches preexistenti; dunque, hè fragile. A prisenza di fiocchi di grafite rende u Ferru Grigiu facilmente machinable, postu chì tendenu à crack facilmente attraversu i fiocchi di grafite. U ferru grisgiu hà ancu una capacità di smorzamentu assai bona è per quessa hè soprattuttu utilizatu cum'è a basa per i supporti di macchine utensili.

Pruprietà meccanica di a ghisa grisa | |||||||
| Articulu secondu DIN EN 1561 | Misura | Unità | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Forza di Tensile | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0.1% Rendimentu Forza | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Forza di allungamentu | A | % | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 |
| Forza cumpressione | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% Forza cumpressione | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Forza Flexural | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Stress di taglio | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Moduli di elasticità | E | GPa | 78-103 | 88 - 113 | 103 - 118 | 108-137 | 123 - 143 |
| numeru di Poisson | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Durezza Brinell | HB | 160-190 | 180 - 220 | 190 - 230 | 200 - 240 | 210 - 250 | |
| Duttilità | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| A tensione è a pressione cambianu | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Forza di ruttura | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Densità | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |

Casting di cunchigliaU prucessu hè ancu chjamatu prucessu di casting in sabbia di resina pre-coated, castings di cunchiglia calda o prucessu di casting core. U materiale principale di molding hè a sabbia di resina fenolica pre-coated, chì hè più caru cà a sabbia verde è a sabbia di resina furana. Inoltre, sta sabbia ùn pò micca esse riciclata aduprata.
Prucessu di colata in sabbia autoindurizante di resina furana (processu di nobake) usa a sabbia rivestita di resina furana per furmà u muffa di colata. Dopu à mischjà a sabbia uriginale (o a sabbia ricuperata), a resina furana liquida è u catalizzatore liquidu in modu uniforme, è l'imbulighjate in u core box (o sand box), è poi stringhjela per indurisce in un moldu o muffa in u core box (o sabbia). box) à a temperatura di l'ambienti. Allora u muffa di casting o di u core di casting sò stati furmati, chì si chjamanu molding di scatula di cold-core autoindurizante (core), o metudu d'autoindurimentu (core).
Perchè u muffa hè furmatu à a temperatura di l'ambienti è ùn hè micca bisognu di calore, u casting di sabbia autoindurizante hè ancu chjamatu prucessu di casting senza coccia. U metudu self-hardening pò esse divisu in resina furan catalysed acidu è resina fenolica sabbia metudu self-hardening, urethane resina sabbia metudu self-hardening è monoester fenolicu mètudu self-hardening.
Cum'è una sabbia di legante di scatula fredda autoindurizante, a sabbia di resina furana hè a prima è attualmente più usata sabbia sintetica di leganti in a fonderia cinese. A quantità di resina aghjuntu in a sabbia di stampa hè generalmente da 0,7% à 1,0%, è a quantità di resina aghjuntu in a sabbia di core hè generalmente da 0,9% à 1,1%. U cuntenutu di l'aldehyde libera in a resina furan hè sottu à 0,3%, è certi fabbriche anu cascatu à sottu à 0,1%. In i fonderie in Cina, a sabbia autoindurizante di resina furana hà righjuntu u livellu internaziunale, indipendentemente da u prucessu di produzzione è a qualità di a superficia di i castings.
Qualità equivalente di ghisa grisa | ||||||||
| AISI | W-stoff | DIN | BS | SS | AFNOR | UNE / IHA | JIS | UNI |
| A48-20B | 0,6010 | GG-10 | Grau 100 | 0110-00 | - | - | FC 100 | G 10 |
| A48-25B | 0,6015 | GG-15 | Grau 150 | 0115-00 | Ft 15 D | FG 15 | FC 150 | G 15 |
| A48-30B | 0,6020 | GG-20 | Grau 200 | 0120-00 | Ft 20 D | FG 20 | FC 200 | G 20 |
| A48-40B | 0,6025 | GG-25 | Grau 250 | 0125-00 | Ft 25 D | FG 25 | FC 250 | G 25 |
| A48-45B | 0,6030 | GG-30 | Grau 300 | 0130-00 | Ft 30 D | FG 30 | FC 300 | G 30 |
| A48-50B | 0,6035 | GG-35 | Grau 350 | 0135-00 | Ft 35 D | FG 35 | FC 350 | G 35 |
| A48-60B | 0,6040 | GG-40 | Grau 400 | 0140-00 | Ft 40 D | - | FC 40 | - |
| 32510 | GTS-35 | B340/12 | 0815-00 | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | 0,8145 | GTS-45 | P440/7 | 0852-00 | MN 450 | - | FCMP 440/490 | GMN 45 |
| A220-50005 | 0,8155 | GTS-55-04 | P510/4 | 0854-00 | MP 50-5 | - | FCMP 490 | GMN 55 |
| A220-70003 | 0,8165 | GTS-65-02 | P570/3 | 0856-00 | MN 650-3 | - | FCMP 590 | GMN 65 |
| A220-70003 | - | GTS-65 | P570/3 | 0858 | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | 0,8170 | GTS-70-02 | P690/2 | 0862-00 | MN 700-2 | - | FCMP 690 | GMN 70 |
Metalli e leghe di fusi in sabbia rivestiti di resina | |
| Metalli è Alloys | Grada populari |
| Ghisa Grigia | GG10 ~ GG40; GJL-100 ~ GJL-350; |
| Fonte Duttile (Nodulare). | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Fonte Ductile Austemperée (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Steel Carbon | C20, C25, C30, C45 |
| Alloy Steel | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Inossidabile | Acciaio inossidabile ferriticu, Acciaio inossidabile martensiticu, Acciaio inossidabile austeniticu, Acciaio inossidabile à tempra di precipitazione, Acciaio inossidabile duplex |
| Alloys d'aluminium | ASTM A356, ASTM A413, ASTM A360 |
| Leghe à base di ottone / rame | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standard: ASTM, SAE, AISI, GOST, DIN, EN, ISO, è GB | |

I Vantaghji di Furan Resin Coated Sand Casting Molding Autoindurente:
1) Migliurà a precisione dimensionale di i castings è a rugosità di a superficia.
2) L'indurimentu di a sabbia di muffa (core) ùn hè micca bisognu di siccà, chì pò risparmià energia, è ponu ancu esse aduprati scatuli è mudelli di cori di legnu o plastica di prezzu.
3) A sabbia di moldura autoindurizante hè faciule da compactà è di colapsà, faciule da pulisce i castings, è a vechja sabbia pò esse riciclata è riutilizzata, chì riduce assai l'intensità di u travagliu di a fabbricazione di core, a modellazione, a caduta di sabbia, a pulizia è altri ligami, è hè faciule da realizà a mecanizazione o l'automatizazione.
4) A frazione di massa di resina in sabbia hè solu 0,8% ~ 2,0%, è u costu cumpletu di materie prime hè bassu.
Perchè u metudu self-hardening hà parechji di i vantaghji unichi sopra citati, u metudu self-hardening ùn hè micca solu utilizatu per a fabricazione di u core, ma ancu utilizatu per u casting molding. Hè soprattuttu adattatu per a produzzione di pezzi unichi è di picculi lotti, è pò pruduce ghisa, ghisa di ghisa è fusioni di lega non ferrosa. Certi fonderie chinesi anu rimpiazzatu cumplettamente i muduli di sabbia secca di argilla, i muffa di sabbia di cimentu, è in parte rimpiazzati i muduli di sabbia di vetru d'acqua.




I prudutti di fusione di ghisa persunalizati







{kind=link}