



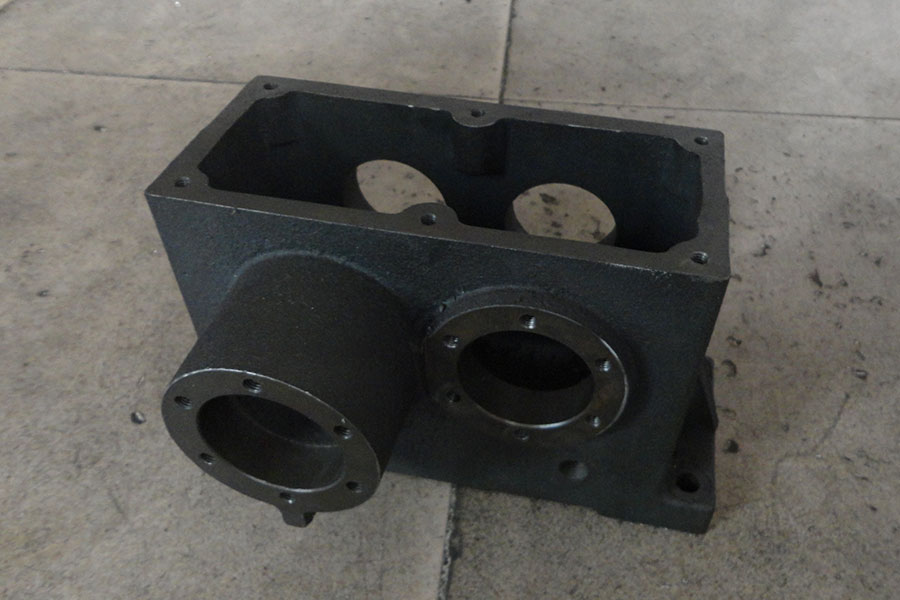
I prudutti di ghisa grigia daprucessu di casting muffa di sabbiae lavorazione CNC.
U ferru grisgiu hè chjamatu dopu à u culore grisgiu di a frattura chì forma. A ghisa grisa hè aduprata per l'abitazioni induve a rigidità di u cumpunente hè più impurtante chè a so forza di tensione, cum'è i blocchi di cilindri di u mutore di combustione interna, l'abitazioni di a pompa, i corpi di valvula, i scatuli elettrici, i contrapesi è i castings decorativi. L'alta conduttività termica di a ghisa grisa è a capacità di testa specifica sò spessu sfruttate per fà utensili di cucina in ghisa è rotori di frenu à discu.
Una cumpusizioni chimica tipica per ottene una microstruttura grafitica hè da 2,5 à 4,0% di carbonu è da 1 à 3% di siliciu in pesu. U grafite pò occupà da 6 à 10% di u voluminu di ferru grisgiu. U silicuu hè impurtante per fà u ferru grisgiu in uppusizione à u ghisa biancu, perchè u silicuu hè un elementu stabilizzante di grafite in ghisa, chì significa chì aiuta à l'alia à pruduce grafite invece di carburi di ferru; à 3% di silicium quasi nimu di carbone hè tenutu in cumminazzioni chimica cù u ferru.
U grafitu piglia a forma di un fioccu tridimensionale. In dui dimensioni, cum'è una superficia pulita apparirà sottu à un microscopiu, i fiocchi di grafite appariscenu cum'è linee fini. I punte di i fiocchi agiscenu cum'è notches preexistenti; dunque, hè fragile. A prisenza di fiocchi di grafite rende u Ferru Grigiu facilmente machinable, postu chì tendenu à crack facilmente attraversu i fiocchi di grafite. U ferru grisgiu hà ancu una capacità di smorzamentu assai bona è per quessa hè soprattuttu utilizatu cum'è a basa per i supporti di macchine utensili.
Pruprietà meccanica di ghisa grisa | |||||||
| Articulu secondu DIN EN 1561 | Misura | Unità | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Forza di Tensile | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0.1% Rendimentu Forza | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Forza di allungamentu | A | % | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 | 0,3 - 0,8 |
| Forza cumpressione | σdB | MPa | 600 | 720 | 840 | 960 | 1080 |
| 0,1% Forza cumpressione | σd0,1 | MPa | 195 | 260 | 325 | 390 | 455 |
| Forza Flexural | σbB | MPa | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | MPa | 170 | 230 | 290 | 345 | 400 |
| Stress di taglio | TtB | MPa | 170 | 230 | 290 | 345 | 400 |
| Moduli di elasticità | E | GPa | 78-103 | 88 - 113 | 103 - 118 | 108-137 | 123 - 143 |
| numeru di Poisson | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Durezza Brinell | HB | 160-190 | 180 - 220 | 190 - 230 | 200 - 240 | 210 - 250 | |
| Duttilità | σbW | MPa | 70 | 90 | 120 | 140 | 145 |
| A tensione è a pressione cambianu | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Forza di ruttura | Klc | N/mm3/2 | 320 | 400 | 480 | 560 | 650 |
| Densità | g/cm3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |
U casting di sabbia usa sabbia verde (sabbia umida) o sabbia secca per furmà i sistemi di moldura. U casting di sabbia verde hè u prucessu di casting anticu utilizatu in a storia. Quandu facia u moldu, i mudelli fatti di legnu o metallu deve esse pruduciutu per furmà a cavità cavuta. U metallu fusu poi pour in a cavità per furmà i castings dopu à rinfriscà è solidificazione. A fusione di sabbia hè menu caru chè l'altri prucessi di fusione sia per u sviluppu di muffa sia per a parte di colata unità. U casting di sabbia, sempre significa u casting di sabbia verde (se ùn ci hè una descrizzione speciale). Tuttavia, oghje, l'altri prucessi di casting sò ancu aduprà a sabbia per fà u muffa. Hanu i so nomi, cum'èfusione di muffa di cunchiglia, fusione in sabbia rivestita di resina furana (senza tipu di coccia),fusione di schiuma persae colata in vacuum.
Capacità di colata in sabbia in RMC Foundry | ||
| Descrizzione | Stampaggio da manuale | Stampaggio da macchine automatiche |
| Dimensione massima di Castings | 1.500 mm × 1000 mm × 500 mm | 1.000 mm × 800 mm × 500 mm |
| Gamma di pesi di casting | 0,5 kg - 1.000 kg | 0,5 kg - 500 kg |
| Capacità annuale | 5.000 tunnillati - 6.000 tunnillati | 8.000 tunnillati - 10.000 tunnillati |
| Casting Tolerance | A dumanda o standard (ISO8062-2013 o GB/T 6414-1999) | |
| Materiali di stampa | Sabbia verde, sabbia rivestita di resina | |
| Casting Metal & Alloys | Ferru Grigiu, Ferru Duttile, Cast Steel, Stainless Steel, All Alloys, Brass, Bronze ... etc. | |
I vantaghji di a fusione di sabbia:
- ✔ Costu più bassu per via di i so materiali di muffa à pocu pressu è riciclabili è l'equipaggiu di produzzione simplice.
- ✔ Ampia gamma di pesu unità da 0,10 kg à 500 kg o ancu più grande.
- ✔ Diverse strutture da tipu simplice à tipu cumplessu.
- ✔ Adatta per esigenze di produzzione di quantità diverse.
Tolleranza chì i castings in sabbia ottennu:
E tolleranze di colata sò divise in tolleranze di colata dimensionale (DCT) è tolleranze di colata geometrica (GCT). A nostra fonderia vulete parlà cun voi s'ellu avete una dumanda speciale nantu à e tolleranze richieste. Quì in i seguenti sò i gradi di tolleranza generale chì pudemu ghjunghje cù a nostra fusione in sabbia verde, fusione di muffa di cunchiglia è fusione in sabbia di resina furana senza cottura:
- ✔ Grade DCT da Green Sand Casting: CTG10 ~ CTG13
- ✔ Gradazione DCT da fusione di stampi in Shell o fusione in sabbia di resina furana: CTG8 ~ CTG12
- ✔ Grade GCT da Green Sand Casting: CTG6 ~ CTG8
- ✔ Gradazione GCT per fusione di stampi in Shell o fusione in sabbia di resina furana: CTG4 ~ CTG7
Metalli è Alloys Grade per i Processi di Casting in Sand | |
| Metalli è Alloys | Grada populari |
| Ghisa Grigia | GG10 ~ GG40; GJL-100 ~ GJL-350; |
| Fonte Ductile (Nodualar). | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Fonte Ductile Austemperée (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Steel Carbon | C20, C25, C30, C45 |
| Alloy Steel | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Inossidabile | Acciaio inossidabile ferriticu, Acciaio inossidabile martensiticu, Acciaio inossidabile austeniticu, Acciaio inossidabile à tempra di precipitazione, Acciaio inossidabile duplex |
| Alloys d'aluminium | ASTM A356, ASTM A413, ASTM A360 |
| Leghe à base di ottone / rame | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Standard: ASTM, SAE, AISI, GOST, DIN, EN, ISO, è GB | |

-
Pruduttu di Cast Iron Cast Iron Gris
-
Pruduttu di fusione di cunchiglia di ghisa grigia
-
Fonte d'origine en fonte grise
-
Albero a gomito di colata in sabbia rivestita in resina d'acciaio in lega
-
Alloy Steel Sand Castings
-
Parti di camion in lega d'acciaio per fusione in sabbia è CNC...
-
Cumpagnia di Casting di Sabbia di Carbon Steel
-
Casting Steel Sand Casting
-
Casting in sabbia in lega d'aluminiu








